Древесина поиска неисправностей и обслуживания
Основное содержание
一、Проблемы древесной продукции должна быть решена
二、WPC оборудование и состояние внутреннего сравнительного анализа
三、Работа WPC оборудование
四、Древесина ремонт и техническое обслуживание оборудования
五、Неисправность анализа и обработки
一、Проблемы древесной продукции должна быть решена
Это должны быть решены для того, чтобы древесных продуктов оборудования, пресс-форм и процесса рецепт следующие вопросы:
1、вопросы процесса
1)、Сырьевая база
①、Завод источник волокна для стабилизации
②、Источники пластик
③、добавки
2)、Влажность проблемы растительного волокна
①、Специальное оборудование для сушки, таких как: воздуха сушильной машины。
②、Выполнено оборудованием。
3)、Пластиковые и волоконно-межфазное выпуска облигаций
Основной проблемой является рецепт, чтобы сделать два разных полярные вещества сочетают достаточно。Решение в настоящее время гораздо。
3)、Подходящая температура процесс。В обеспечении пластифицированного помещение, температура как можно。
2、Оборудование (инструменты и оборудование)
1)、Кормление не следует пренебрегать
①, чтобы решить проблему преодоления муку, с тем чтобы обеспечить непрерывность резания, с тем чтобы сделать хороший продукт.
Резка проблему однородности ②, древесную муку и пластик (большинство производителей оборудования не были решены. Причинение количество пластиковых добавка увеличивается, чтобы это право проблема неравномерного зарядки).
2), замешивают, пластифицированный, выпускной
Должно быть смешивания пластмасс хорошее оборудование, могут быть достигнуты. Такие, как, используя тот же параллельный двухшнековый устройство; его преимущество, смешивания пластмасс, хорошей вытяжной эффект, является инженерных пластиков грануляции оборудования, двухступенчатый процесс, с его гранулирования, один шаг, с его смешивания пластмасс Другие устройства непосредственно в экструдер, эффект более выражен.
3), дизайн формы и охлаждение формирование технологии.
Нос связан с важных частей экструдированного качества продукции, в связи с большим количеством WPC сложения особенностью экструдированного материала и древесной муки неликвидных и трудной для охлаждения, обычный формы и шейпинга был не в состоянии удовлетворить потребностей Это делает голову дизайна в дополнение к обеспечению плавного перехода внешняя потока дизайн канала с разумного распределения потока, но и от способности носа, чтобы построить давление и точность контроля температуры важное соображение. Ликвидности WPC плохое, форма должна попытаться не использовать перегородок блоков и других структур, но должны быть использованы для регулировки расхода сечения проточного канала путем изменения размера канала потока; в форме достаточной прочности, свести к минимуму количество кронштейнов и ребра Размер и использование большого коэффициента сжатия, с тем чтобы обеспечить большее давление экструзии, с тем чтобы облегчить формование. На основании температурной чувствительностью WPC, форма должна принять больший размер структуры, чтобы увеличить теплоемкость, так что весь температурная стабильность головка может быть усилена, а направление экструзии измерение что меньше, чтобы сократить материал в наконечнике Время пребывания; и рациональное расположение наконечника отопления и охлаждения устройства, что делает его нагрев и охлаждение скорость, высокая точность. Британский дизайн текучий кристалл, без использования перфорированной пластины, может также охлаждение внутренней поверхности полого профиля, пониженное давление расплава и повышенного выхода.
3), проточные волокна
Структура ① полагаться на оборудование, чтобы решить.
② степень ориентации волокон в WPC имеет большее влияние на производительность продукта, разумной структурой канала дизайн потока, чтобы получить подходящую ориентацию волокон в соответствии с требованиями к производительности статье.
3, операция
Во-вторых, статус внутреннего дерева оборудования и сравнительный анализ
А), статус внутреннего дерева оборудования
Пока оборудование Устройство WPC один винт, конические двухшнековые и один шаг оборудование. Бывшие, производительность продуктов, в основном по рецепту процесса, чтобы настроить, настроить узкое лицо; качество продукции, пострадавших в какой-то степени. Последний, один шаг устройства приходят и процессы, формулы обратился через структурные характеристики устройства.
B) Сравнительный анализ различных устройств
Развитие внутреннего дерева оборудования началась в 1999 году, в настоящее время имеет более чем 6--7 лет. Благодаря неустанным усилиям отечественных производителей оборудования постепенно созрела, доступные по цене продукты, чтобы удовлетворить производство, для того, чтобы достичь международного уровня передовых есть еще долгий путь. Внутренние древесины оборудования на один шаг и двухступенчатой метода и большую часть внутреннего метода двухступенчатой, первый сухой грануляции, и затем экструдируют. Нанкин турнир компания Монг после многолетних усилий по разработке специального дерева шаг (патент) оборудования.
1, один экструдер
Одноместный экструдера может завершить доставку задачей и пластиковых материалов. Тем не менее, роль одношнековом доставки экструдера в основном за счет трения, потому что древесной муки пушистый структуры, легко экструдер шнековый питатель, более длительное время пребывания в бочке, и древесная мука термопласткомпозитов вязкость расплава увеличивается, что увеличивает трудности экструзии и бедных выхлопных его последствия; а также его смешивания пластмасс не сильно. Таким образом, один экструдер по WPC экструзии больших ограничений, использование одного винта шнека экструдера должна быть разработана специально винт должен иметь сильную транспортировки и смешивания пластмасс возможности, Часто материал для смешивания перед экструзионной грануляции.
Проблемы: Выхлопные бедных; бедными эффект смешения; колебания давления экструдированных изделий; низкие урожаи.
2, конический двухшнековый экструдер
И "усугубляется" аппарат, чем, отличается от конической двухшнековый экструдер называется низкая скорость, с низким энергопотреблением "профили" аппарат. Кормление раздел диаметр конической винта больше, материал можно непрерывно сжимается. Вы можете сократить материал в машину баррель время пребывания, а диаметр сечения замера небольшой, стрижки расплавленного материала, который для целей тепловой обработки чувствительной WPC является большим преимуществом.
Коническая двухвинтовой должны быть специально разработаны. Чтобы удовлетворить широкие требования тепловой обработки смолы, есть много новых особенностей и требований, чтобы быть в состоянии адаптироваться к рабочему диапазону винта, чтобы сократить меньше древесного волокна, смолы мало еще можно сделать древесные волокна равномерно распределены и материал полностью растаял. Потому древесной муки, растительного волокна пропорции малых, наполненный объемом зоны большой, кормления, чем у обычных моделей японского долго. Если древесной муки, растительного волокна добавляют в количестве расплавленного жесткости смолы, стойкость к высоким требованиям противодавления коробкой передач, винт толкает сильным, используя сжатие и расплавление быстро, короткий участок дозирующего шнека, чтобы обеспечить волокна жительства древесины времени мало, чтобы предотвратить его разрыв и снижение производительности. Но из-за его винтом структурно интеграла, трудно удовлетворить потребности различных процесса рецепту, и эффект смешивания экструдер хуже, чем параллельный двухшнековый, легко износа, но и гранулированный.
3, отличается от параллельного двухшнекового экструдера
Изо могут быть обработаны непосредственно к параллельному двухшнековый экструдер муки или растительных волокон. Так, будет завершена и сухой перед древесная мука расплавленный полимер плавится отдельно. Вы также можете использовать другой параллельный двухшнековый экструдер, его передняя обезвоживания, для удаления летучих компонентов, древесная мука ингредиент добавляется в экструдер рта, обезвоживание, летучих веществ, а затем добавить пластиковых смол, добавки через боковой подачи, пластифицированный экструзии. Таким образом, относительно длинный формат изображения шнека экструдера (L / D) до 44 до 48, в которых две трети используется в дополнение к воде и удаления летучих компонентов. Это позволяет этап обработки расплава более низкую температуру плавления, чтобы избежать риска спекания расплава. Но также способствовать тому, чтобы в следующий опилки смешивают однородность и контролировать долю древесины / пластмассы. Тем не менее, содержание влаги в древесной муки имеет определенные требования, устройство легко носить. Внутренние редко.
4, дерево шаг специальная (патент) оборудование
Как мы все знаем, в том же направлении, параллельном двухвинтовой грануляции оборудование пластик, он имеет хорошее перемешивание, хорошую дисперсию, обезвоживание, осушение выстроились размахивая хорошее преимущество, в то время как с помощью одного винта функцию давления сборки. Дайте полный простор преимущества параллельной двойной винта и одного винта. Это специальное оборудование, не сохнет, не гранулирование, значительная экономия энергии, высокая доза. При добавлении стекловолокно, повышения прочности изделий (также широко используется за рубежом).
Гонка Вонг разработаны специальные деревянные шаг (патент) оборудования, является национальная инициатива, международное сообщество имеет лидирующие позиции. В настоящее время выиграл четыре национальных патентов.
Оборудование преимущества:
Высокое качество: количество национальных патентов; рационального проектирования, тонкой работы, сложных материалов, прочных.
Высокая эффективность: смесительные пластмасс хорошо, хорошая скорость экструзии ликвидности, высокая эффективность.
Ко Тим зарядки: смесительные пластмасс хорошие, хорошее рассеивание, высокая добавленная (количество 70% растительных волокон).
Потребляемая мощность: не гранулирование, значительная экономия энергии (40% экономии энергии по сравнению с их оборудованием)
Длительный срок службы: ствол и винтовой элемент со специальными материалами и длительный срок службы (15000 часов).
Применить широкий диапазон: может быть использован для получения ПП, ПЭ, ПВХ, ABS, PS и различные растительные волокна. Для того чтобы увеличить прочность продукта, могут быть добавлены стекловолокна.
Оборудование и технологии: проблемы
А) сырье - как улучшить интерфейс между совместимости пластика и древесной муки;
Моя компания после длительного периода научных экспериментов, подытожил завод по переработке волокна интерфейс различных методов, таких как: древесной муки, бамбука порошок; рисовых отрубей; арахиса оболочек, сахарного тростника, хлопка стержней; кукурузы стержней; рисовая солома; солому и коробку молока другие методы лечения, получил очень хорошие результаты могут быть по желанию заказчика процесс разработки требований.
Б), кормление, удаление летучих веществ, пластмасс, дисперсии
1, кормление Вопрос: Я использую точное измерение двух фидеров, кормление отдельно, чтобы обеспечить точную подачу, чтобы предотвратить из-за разного удельного веса, и проблема неравномерного зарядки.
2, эффективная удаления летучих компонентов (т.е. удаления воды), чтобы улучшить систему смешивания древесной муки разошлись: я использую ту же параллельную двухвинтовые, множество выпускного отверстия для удаления летучих компонентов удаления воды, используйте параллельный двухшнековый Экструдер смешивания, пластификатор, дисперсия и хорошо, переработан ствол и винтовой элемент, чтобы произвести древесины. Изменения, использующие параллельный двухшнековый модульный принцип, различные пластики и завод по переработке волокна резьбовой элемент комбинации, вы можете достичь широкий спектр применения.
3, установите соответствующие температуры экструзии и наращивать давление, достаточное для обеспечения производительности формованного продукта:
Для того, чтобы решить проблему давления, мы использовали один винт, параллельно двухвинтовой к тебе заполнить давление не создали достаточно.
В ПЛК управления процессом мы используем, так что хозяин и тяги машина принимает в замкнутом контуре, чтобы избежать скорость хоста и скорость тяги несоответствие. Измерители умный термостат или управление ПЛК.
С), дизайн формы и охлаждения формировании технологии:
WPC экструзии плесень скорость и качество диаметром продукты бутылки, на протяжении многих лет, мы накопили богатый опыт в проектировании и производстве пресс-форм, таких как: полые изделия; твердые продукты Runner, как соотношение дизайн, сжатие много, как широкая конструкция плиты пресс-формы и так далее. Теперь моя компания экструзионного оборудования продукты скорость относительно высокой. Охлаждение стереотипы в соответствии с различными профилями, выбрать другой охлаждение.
5, грануляции оборудование:
① параллельно двухвинтовой грануляции оборудование.
Параллельно двухвинтовой преимущество устройства
Два подачи замер, сделать древесная мука и пластмасса кормления, чтобы обеспечить точную подачу. Сделать древесной муки и пластиковую смешивания, диспергирования, бремя, связанное, тем самым обеспечивая качество продукции. Избежать явления из-за большой разницы между долей пластика и древесной муки с образованием стратифицированной во время добавления, и влияют на качество продукции.
① с помощью специально разработанного резьбового элемента, так что муку и пластиковую транспортировки и смешивания пластмасс хороший эффект.
② с помощью специально созданных отверстия, удалить остатки влаги древесной муки, чтобы обеспечить качество продукции.
③ большой коэффициент сжатия (40: 1), таким образом, чтобы температура нагрева ствола является низкой, чтобы предотвратить древесная мука карбонизации; влага исключить более полно; лучше эффект смешивания.
④ особый дизайн головы, нарезанный кубиками обеспечить равномерное и надежное.
⑤ резьбовой элемент из специальных материалов, длительный срок службы.
Конический двухшнековый
② конической двухвинтовой
Смешивание пластмассы, бедный, бедный выхлопных газов, устройство легко носить.
Операционная три деревообрабатывающее оборудование
А) эксплуатационные экструдер и техническое обслуживание меры предосторожности
WPC правила оборудование
(1), в строгом соответствии с инструкцией по эксплуатации оборудования.
(2), запрещается в отверстие экструдера, тыкают в металле проведения материал, чтобы избежать повреждения ствола и винтом, правильный подход заключается в использовании пластиковых труб или деревянных профилей;
(3) Перед экструдера нужд тепловой энергии, в заранее шаг за шагом, после нагрева до заданной температуры в течение одного часа до загрузки. Некоторые из подающего шнека с нагревательным устройством, подающий шнек и начала разогрева в багажнике, в момент остановки, следует сначала подающий шнек охлаждение, чтобы избежать прилипания материала.
(А), подготовительная работа перед началом
Ведущий:
1) Проверьте, бункер подачи, ствол без инородного тела, если инородное тело должны быть чистыми.
2) Проверьте винт и кулер баррель маслоохладитель (симетикон) количество, должны соответствовать требованиям стандарта. Если цилиндр охлаждается охлаждающим вентилятором, вы должны проверить его сохранность.
Вспомогательные:
1) Проверьте уровень охлаждающей водяной бак воды достигает стандарта.
2) Проверка режущую капот внутри, не имеет влияет на вращение лопасти объект существует.
3) Проверьте газовую линию на каждом уровне лубрикатора нефти, и слейте чище.
Плесень установки:
1), поставить розетку хост многообразие (это в соответствии с реальной необходимостью определения, использовать ли, установить шайбу не установлен коллектор), пресс-формы в соответствие горизонтального выравнивания (горизонтальная фут) Затяните болты (примечание болты герметичность должны быть последовательными, форма фланца и хозяин фланец разрыв равны).
2), для того, чтобы соответствовать нагревательной плиты и термопарой, закрепленной на пресс-форме, нагревательный элемент должен плотно и умирают, и умирают от термопары к реальности.
Калибратор и бак охлаждения воды Установка:
1), калибратор фиксированной стереотипы на сцене, и в соответствие с формой на.
2) соответственно вакуумное отверстие, охлаждения соединение воды и почву по одному вакуумное отверстие, охлаждение поверхности раздела вода соответствует муфте (с легким того эксплуатации).
3) охлаждения емкости для воды помещают в декорации и выравнивания с парой калибратора.
После завершения работы над, закрывая от сети, открыть впускной клапан и воздушный клапан, проведение инспекции разделение. Отдел перед тестированием, пожалуйста, прочитайте «Руководство пользователя», в соответствии с ручных процедур, каждая из следующих частей теста;
Насос охлаждения: положительное давление показали, что после определенного периода времени, чтобы просмотреть пользовательский интерфейс, если эта часть изменения температуры (прогрев?).
Проверьте:
А, хозяин вакуумный насос: вакуумный стол, негативно дисплей.
B, главный цилиндр и плесени электрическое отопление катушки: цела, нормальная температура.
С стереотипы вакуумные насосы, циркуляционные насосы: манометры не имеют никакого отрицательного, дисплей с положительным давлением.
D, Тяговое оборудование: (1) Гусеничные открытие и закрытие должным образом; (2) входное давление достигает 0.45-0.5Mpa, отслеживается вверх и вниз давление должно быть 0.25Mpa; (3) регулировки скорости выбор: механическая КП (регулировки потенциометра), автоматическая все нормальное регулирование.
Е, станки: ручной и автоматический (регулирование экран компьютера) Резка нормально.
(Б), программа загрузки:
1, установленный на время кормления подачи, прерывистый время (фактический процесс экструзии необходимо установить).
2, установить бочки, плесень, винтовые температуры (там же)..
3, установить время выдержки (3600, чтобы обеспечить реальный процесс экструзии, и необходимость установить устройство);
Когда главный цилиндр, плесень, температура винт достигает заданной температуры, времени выдержки начинается отсчет; процедура обратного отсчета в процессе, хост защищен не может быть запущен. Таким образом, в целях экономии энергии, время нагрева не должен винт с принимающей машины цилиндра начинают одновременно. Время освоить, чтобы обеспечить минимальное время для достижения требование мощность нагрева имеет преимущественную силу.
4, когда заканчивается отсчет;
1) смешанными сырья были добавлены в питающий бункер дозатора, устройство подачи открытой, регулировать скорость - от низкой скорости стали приспосабливаться;
2) Включите принимающей винта, регулировки скорости - от низкой скорости начал регулировать, и ≯2rpm, в этом случае, нет материала пуста начать, если есть материал баррель, вы не должны начинать с нулевой скорости, в то время как давление расплава должны 2Mpa меньше,
Скорость замера Скорость приемного винт с принимающими принципах:
① видно из окон, хозяин над основного материала не существует винта;
② на основе крутящего момента хоста (≯7.5NM расплава давление ≯25Mpa, и вакуум не выразить не порошковых материалов (чтобы позволить очень небольшое количество) выгружают из него;
Реальная ситуация ③ пластмассы литье профилей.
3) При осмотре материала-хозяина, чтобы выразить, вы можете открыть вакуумный выпускной блок, и в то же время вы можете настроить количество подачи питания, так что хозяин винта внутри быстрого формирования "материальной силой" для того, чтобы достичь более высокой степени вакуума , И своевременно переключатель, чтобы очистить.
4) Когда материал выдавливается из фильеры пластмассы наблюдение материалов, условий формования, таких как нормально синхротрона (с хост шнековый питатель), вы должны обратить внимание расплава значение хоста давления и крутящего момента показать это, Два индексы оповещения пределы, за предела, при котором конкретное значение или длительная работа в критических пределов может привести к повреждению устройства. Превышает установленное значение сигнала тревоги.
5) Профиль тяги:
Медленно профиль условия экструзии, поэтому профиль через калибратор, охлаждение резервуара к трактору, в этом случае должны быть основаны на профиле скорости движения, регулировать скорость гусеничного трактора, когда оба основная синхронизированы, если папка закрыта ТРЕК проведение профилей.
Примечание: вакуум не может быть включен, только настройки водяного охлаждения; когда профили крепятся гусеничный трактор только после открытия вакуум, реализация завершения операции охлаждения стереотипов. Независимо от того, как высокий или низкий скорость экструзии, регулировка скорости трактора должны быть всегда в форме и экструдированные продукты соответствуют состояние (в нормальной продукции, а также не могут быть включены тягу, давление в системе с обратной связью расплава, чтобы сохранить автоматическое состояние управления).
6) Для профильного поверхности тиснения и набрав, он должен открыть дальнего инфракрасного нагревательного устройства, отрегулируйте высоту хорошего рулона тиснения от ввода устройство, затем включите профиль поверхности воздушного кольца охлаждения после тиснения.
7) автоматические профили для резки:
Установка профилей путем формирования выключатель или экрана компьютера размер и сократить размеры длина длина толкателя. Когда профиль достигает заданного значения, автоматически резки пилы для резки, флип-кадр автоматически толкнул ожидать материала стойку.
(Iii), остановить программу:
1, сначала выключите устройство подачи; задний и подачи скорость вниз, закрыть подачи.
2, когда наблюдаемое количество материала выдавливается из фильеры заметно небольшой, от системы отопления и формы цилиндра, закрывается винт охлаждения устройства, вакуумный выхлоп, и винт нулевой скорости после выключения хозяина.
3, рядом охлаждения стереотипы станция и вакуумные системы.
4, будет двигаться после формирования таблицы, оставьте пространство разборки формы (в случае, если вам нужно разобрать форму под).
5, когда профиль полностью трактора, закрыл тиснения систему, введя систему, тяговой машины, системы резки.
6, такие, как необходимость замены формы, вы можете сохранить статус-кво. Для замены пресс-формы, температура формы должна быть снижена на некоторое время быстрой разборки, очистки из материала и хост-интерфейс, соединяющий кольцо на. Примечание: Вы не можете повредить датчик давления хост-интерфейс чип при чистке! !
7, используя сжатый стол, Dragger, пятна от воды воздушных формирования и остатки материала режущего устройства в чистоте.
8, закрыл производство линии общая мощность, вода, источник сжатого воздуха.
(IV) Примечания:
1, при высокой температуре формы нагревательного элемента может легко привести к ожогам, должны носить защитные перчатки при работе.
2, когда нормальная работа трактора искателя не бесплатно, чтобы открыть забор; запрещается ремонт и техническое обслуживание в работающем трактора, чтобы предотвратить случайное захвата.
3, режущие пилы производить без открытый вид в процессе эксплуатации, ремонта, технического обслуживания, должны отрезать питания и подачи воздуха.
4, запрещено использование железа в экструдер баррель внутренней мешке, вырвать. Особенно перед слияния сайта датчика давления основной ствол.
5. Удаление плесени и калибратора, при контакте с внутренней поверхностью монтажной поверхности должны быть изготовлены из меди инструментов, запрещено использование железа посуды! Чтобы предотвратить проточный канал, образующий поверхность и поверхность сопряжения поцарапан.
6, нагревательная катушка под снос, болтов и т.п. запрещено на стереотипы в резервуаре станции, он должен быть помещен на поверхности сухой таблицы; при использовании резьбовой болт должен снова чистить силиконовое масло.
В-четвертых, ремонт и техническое обслуживание деревообрабатывающее оборудование
Техническое обслуживание Содержание:
Регулярное техническое обслуживание оператором на ежедневной основе, основное содержание, являются: чистый, смазать и проверить состояние и крепление части полный незакрепленные детали.
1), техническое обслуживание основного содержания являются:
Устройство в соответствии с использованием, для некоторых частей для демонтажа и очистки, а некоторые с зазором оборудования внести соответствующие коррективы; чистая поверхность масла, смазочные масла проход, чтобы проверить регулировку, обеспечения беспрепятственного потока не утечка, очистка электрических коробки, двигатели, электрические приборы, делать фиксированные аккуратные, надежные охранники, очистка и аксессуары охлаждающих устройств. Техобслуживание уровня должны быть направлены на полный рабочий день работников технического обслуживания, несет эксплуатации рабочих.
2), два основных обслуживание содержание:
Устройство в соответствии с использованием, частичный распад осмотра и очистки оборудования, очистка замены масла для различных жилья, мазут в соответствии с требованиями, чтобы обеспечить нормальную смазку, ремонт, замена изнашиваемых частей; ремонт электрической коробки, двигателя, линии; осмотр, регулировка, точность ремонт, уровни коррекции. Ремонт Вторичная помощь предприняты полный рабочий день, рабочие операции, чтобы помочь.
А) экструдирования ремонт и техническое обслуживание машины:
(1), всегда проверяйте экструдер внутренняя температура отопления и бак бак бак охлаждения уровня масла и масляного состояние, если установлено, уменьшить нефти и масляное пятно на месте немедленно дополнить или заменить.
(2) только тогда, когда слияние головки экструдера пластикового стержня был расплавленном состоянии, разрешается демонтировать датчик давления может быть использован для очистки жестких инструментов позволило пластиковый слияния внутри ядра, в противном случае это может привести к повреждению интерфейс датчика давления ,
(3), экструдер всегда должны проверить данные на экране компьютера или в инструкции по эксплуатации прибора, особенно отображение хоста крутящего момента и слияния ядро расплава дисплей давления тела, если на дисплее превышает пределов, установленных экструдер нужно немедленно прекратить, чтобы проверить и принять своевременные меры, чтобы решить. Нормальное рабочее давление должно быть меньше, чем 20 МПа, при этом около 15Mpa более умеренным, и на 45-нм ~ 60 нм крутящего момента в.
(4), проверьте уровень жидкости регулярно каждый экструдер редуктор высоту уровня масла и винт бак термостат, оперативно добавлены к соответствующим сортов смазочного масла и тепловой масло. После полугода, вы должны проверить качество всех видов нефти и своевременной замены.
(5) добавляют к загрузочной воронке экструдера не имеет внутри металлического мусора, смешанного чтобы гарантировать, что винт и ствол от повреждений. В бункере, снабженную магнитной держатель, регулярно проверять и удаления адсорбированных на магнитной стойки металлические обломки.
(6), экструдер нашли необычный шум во время работы, следует немедленно прекратить осмотр, устранение неисправностей, а затем загрузки.
(7), экструзия конфиденциальной чистыми и хорошо смазанный состояние. Готовы к электрические шкафы, утешить очищающего и смазочного работу. Рабочие части машины всегда должно быть пыли, дезактивация, в дополнение к примесей.
Б) ремонт и техническое обслуживание и меры предосторожности для подачи порошка машина:
1, ремонт и техническое обслуживание:
(1) должны быть проверены раз в неделю и кормить весной двигателя муфту надежно предотвратить кормления весну свободно или застежки падения в бункер и повредить хозяина, и всегда проверяйте, есть ли мусор на рану весной.
(2), всегда проверяйте работу по фидерной весной и крышки между нейлоновой трубки, такой как нейлон трубы сильно изношены должны быть заменены.
2 Примечания:
(1), кормление весной, и двигатель соединительная муфта крепежные винты, электрическое подключение рукав и вал двигателя крепежные винты не могут быть снесены.
(2), самолеты и, безусловно, не изменится, иначе это повредит машину.
С) винт ядро отпуска обслуживание и меры предосторожности устройство экструдера:
1, содержание шнека экструдера ядра отпуска оборудование:
Ядро Винт отпуска устройство должно быть проверено для сыпучих фитинги, разливы нефти, утечки, если установлено, уменьшить нефти дополнение, которое воспроизводится, в жестком акватории, мы рекомендуем регулярно деминерализованной воды в охлаждающей воде, добавив растворитель, чтобы предотвратить стены системы охлаждения есть масштаб воздействия охлаждающей способности воды.
2, Обратите внимание:
(1) Очистить винт HTF должен быть отфильтрован перед использованием, с тем чтобы обеспечить систему температуры постоянного нормально, после работы 2000 часов винтом, необходимо проверить масло проведение очистки нефти и масляный фильтр, так что поток масла;
(2) Винт теплоносителя система отопления цилиндр, он проверил перед нагреванием до:
а, вид на выхлопной трубе является подогревом преимущества цилиндра нефти;
б, Проверьте манометр стабильный (максимальное давление системы определяется предохранительным клапаном высокой температуры, завод, прежде чем он установлен, пользователь не может быть изменен);
(3) проведение масляный бак всегда должны проверить уровень масла, насос не может быть запущен, если открытие или уровень масла должен быть не менее 1/5 высота топливного бака 1/2 позиции;
(4), использование масла не может продолжать использовать после выхода на пенсию индекса, в противном случае это приведет к аварии пожарной опасности, должны придавать большое значение. Теплоносителя в справочных слом показателей являются:
а, углеродистый остаток, чем 1,5%
б, кислотное число превышает 0.5mgKOH / г
с, температура вспышки ниже 130 ℃
Примечание: Приведенные выше три показателя, как долго, как есть лом достигли должны быть отменены.
D), экструдер пробоя и ремонт
1. Причина ошибки машины может произойти и способы ликвидации являются:
|
Экструдер Симптом
|
причины
|
устранить его
|
|
Отопление детали
Горячая и холодная
|
Во-первых, система смазки
1, масло (вода) трубы и рабочей камеры или рабочей камеры канал слишком узок для больших длинных позиций серпантину сопротивления канала.
2, масло (вода) трубы и рабочая камера непроходимость, имеются месторождения или другой мусор заблокировали грязь.
3, электромагнитный клапан неисправность.
Во-вторых, система охлаждения воздуха
1. Проверьте контур отопления и управления двигателем работает должным образом.
2, проверьте термопары работает。
|
Во-первых, система смазки
1, чистый и свободный проход (вода) трубы.
(Краткое шланг с общей выходной порт и гнездо возврата порта, проверьте внутри воздуховода обструкции, то усилить драги)
2, замените электромагнитный клапан.
Во-вторых, система охлаждения воздуха
Замена электрических аксессуаров, чтобы сделать его работу должным образом。
|
|
Неотапливаемые
|
Нагревательный элемент поврежден
|
Замените нагревательный элемент
|
|
Без охлаждения
|
1, резервуар для воды водоснабжение
2, электромагнитный клапан провал
3, есть еще давление больше утечка
|
1, пытается увеличить давление воды
2, удалить или заменить электромагнитный клапан
3, редко исключить дренажной трубы обратного давления
|
|
Давление на выходе равно нулю
|
Линия всасывания блокируется
|
Проверьте нагрузку и трубопроводов
|
2, метод масляный насос сальник ремонт утечки:
Насос уплотнение изнашиваемых частей, при продолжительном или блокирование масло, могут вызвать утечку сальника. После масляного насоса перспективе в течение шести месяцев, он должен быть заменен уплотнения. Разборка уплотнения следующим образом:
А, удаление уплотнение передней насос
1) Снимите масляный насос конец приводного вала и кронштейн двигателя на винты.
2), то перед удалением масляный насос и крышку масляного насоса, заменить уплотнение.
3) При замене уплотнений, обратите внимание на уплотнение отверстие очистить мусора и покрыты маслом, а затем использовать специальные инструменты для запрессовки сальника. (Будьте осторожны, чтобы не возиться с твердым предметом повреждение подглядывать боковым уплотнением)
4), в соответствии с вышеизложенным в обратном порядке, так что крышка установлена передняя, могут быть зафиксированы с помощью винтов.
B, крышка насоса разборки
1) Снимите крышку и насос соединительные винты и снимите крышку.
2) Удалить уплотнительное кольцо, чтобы убедиться в том деформации, такие как деформация, необходимого для того же типа высокотемпературной уплотнительным кольцом.
3), в соответствии с выше устанавливается в обратном порядке, требуя крышку и насос муфты двумя плоскими чистыми.
Е) выхлопная система вакуумной
(А), техническое обслуживание системы:
1, система работает в течение некоторого времени, если найден скорость откачки уменьшается, насос тяжелый звук, указывающий на необходимость фильтра вакуумного резервуара очистить или заменить фильтр, экструдер может быть на работе, установить работу ротационного клапана в рабочее положение быстро удалить прозрачную пленку и фильтр на вакуумный резервуар, очистка или замена завершена в течение короткого времени после восстановления, установите поворотный клапан в рабочее положение можно, если экструдер достаточно времени парковки, вы можете совершенно ясно вакуумный резервуар и вакуумное трубопроводов.
2, если экструдер долгосрочная парковка, водные насосы должны в течение сливается через дренажное отверстие, особенно следует обратить внимание на замерзания сезона, чтобы предотвратить растрескивание вакуумным насосом.
3, если более высокой твердостью операционной воды, то, по крайней мере, один раз в шесть месяцев, чтобы открыть вакуумный насос для удаления внутри масштаб.
(Б), отказ и исключение система:
1, вакуумный отсос недостаточно:
а, проверки герметичности вакуумной всасывания насоса канала;
б, проверить вакуумный насос грязные условия;
с, проверить фильтр вакуумный резервуар забит.
2, существует большое шум вакуумного насоса:
а, проверьте уровень вакуума слишком высока, Вы можете настроить выпускного вакуумный резервуар снизу сливной клапан, снижая степень вакуума устранения неисправностей;
B, проверить количество подачи воды является слишком большим, регулировать количество воды, чтобы быть устранены;
С проверить фильтр заблокирован, таких как закупорка чист замена.
3, вакуумный насос, вакуумный резервуар утечка
Замените прокладку или уплотнительное клапан
VI), вспомогательные, стереотипы Тайвань, спрей танк Внимание
1, трактор работа, следует избегать попадания резки профиля пилы, всегда чистый срез распиловки черенки.
2, формировании таблицы должны быть чистыми и свободными от мусора, чтобы обеспечить плавный поток воды с обратным холодильником в регулярную очистку насосов, фильтров-разделителей газовая через воду, для того, чтобы обеспечить нормальную работу.
3, должны быть чистыми и свободными от мусора внутри бака распыления, необходимо регулярно чистить фильтр насоса.
Профиль продукция не нормальное явление, причины и решения
|
Нарушения
|
причина
|
Обход
|
|
1, профили застой
|
А, давлении расплава слишком высока
B, отказ система тяги
|
А, вниз, вниз, низкая скорость и затем загрузиться
B, система тяги ремонт
|
|
2, профили перелом
|
А, давлении расплава слишком высока
B, потянув слишком быстро
С, а также величина слишком мала
D, отказ системы зарядки
|
А, закрыли, и затем загрузиться
B, снижение скорости тяги, чтобы соответствовать скорости и профиля экструзии
С, увеличение подачи количества
D, система зарядки ремонт
|
|
3, давление расплава слишком высока скорость слишком высока
|
А, низкая температура, материал не пластифицированный
B, чрезмерное зарядки
С винт слишком большая скорость
D, потянув слишком быстро
|
А повышение температуры, усиление пластмассы
B, уменьшить количество подачи
С, уменьшая скорость вращения шнека
Д, снижая скорость тяги
|
|
4, профиль поверхности с пузырьками
|
А, сырье в воде или летучих веществ
B, сбой системы выхлопа вакуум
|
А, сухой сырье
B, вакуумная система ремонт
|
|
5, участки царапины на поверхности непрерывного направлении экструзии
|
А, полости царапины
B, форма полости с мусором
|
А, шлифовальные полости
B, очистить полость пресс-формы
|
|
6, отсутствие поверхностных профилей блеска
|
А, плюс достаточное количество
B, температура головки не хватает
С чрезмерные примеси в материале
Д, давление голова не достаточно
|
А, улучшить кормление количество
B, улучшить температуру головы
С удаления примесей в материале
D, поддерживая достаточное давление голова
|
|
7, профиль изгиба
|
А, установка температуры охлаждающей дискомфорт
B, нос и стереотипы умирают и раковина трактор не в центре горизонтальной линии
С разделах сложены необоснованным
|
А, регулировать количество охлаждающей воды
B, регулировать уровень центр
С повторно прокладка разумно
|
В-пятых, анализ и обработка отказ
1. Общие
Когда анализ недостаточность, прежде всего понять принцип работы и структура каждой части устройства. После того как вы освоили его принцип работы и структуру, мы будем знать о возникновении проблемы принципиально, а затем постепенно выяснить корень проблемы. Обязательно прочитайте инструкцию продукта тщательно.
2, Общее дело и лечение
1) Основное ток двигателя является слишком большим, учитывая ритмические звук трения
(1) один винт и ствол рука была местной трение, будь открыт винт инспекции и подключение коробки передач грязи.
(3), выданный ритмической звук трения иногда вызывается одним винтом без материала, это должно увеличить скорость подачи, чтобы увеличить подачу.
(4) небольшой ток обратной связи двигателя, чтобы произвести обход, должны повторно отрегулировать количество обратной связи.
(5) Винтовые ток двигателя является слишком большим,
2) главный двигатель не может начать
(1) одновинтовой главный двигатель не может начать температуру ствола не достигнет определенного заданного значения, должны продолжать нагреваться;
(2) сбой питания, проверьте питание и устранение неисправностей.
3) Главный двигатель на холостом ходу, не повернуть винт
Булавка сломан, заменить предохранительный штифт следует немедленно выключить.
4) Бочка отопление достичь заданной температуры
Причины и устранения:
нагреватель поврежден, замените нагреватель;
б питания плохо, или это пункт питания предохранитель поврежден, замените страхование, повторно подключите шнур питания;
С, когда температура опускается ниже заданного значения, регулятор температуры не включается, замените регулятор температуры;
d термопары поврежден, замените термопару;
е термопары или обогреватель неправильное расположение, настроить ведет, открыть переключатель нагрева;
F термопара не прикреплен к нижней части корпуса, должно изменить термопары;
г контролируемого охлаждения электромагнитного клапана застрял в открытом положении или электромагнитный клапан не включен, электромагнитный клапан должен быть отремонтирован или заменен.
5) температура зоны нагрева превышает установленное значение
(1) Температура зоны нагрева превышает установленное значение, регулятор температуры не выключается, замените регулятор температуры;
(2) термопары поврежден, замените термопару;
(3) термопары или нагреватели в этом районе не так, и, соответственно, должны привести и открыть переключатель нагрева;
(4) предохранительный клапан устройства охлаждения цилиндра застрял в открытом положении, предохранительный клапан должен быть отремонтирован или заменен;
(5) Площадь управления охлаждения Электромагнитный клапан застрял в закрытом положении или электромагнитный клапан не активирован, должны отремонтировать или заменить электромагнитный клапан или ремонт цепи;
(6) насос или охлаждение цилиндровый мотор устройство повреждено, отремонтировать или заменить насос или двигатель;
(7) проходит через охлаждения ствола означает недостаточную охладитель воды, охладитель, который блокирован или давление воды слишком низкое, вы должны отремонтировать или заменить кулер, попробуйте увеличить давление, чтобы удовлетворить требованиям;
6) степень вакуума слишком мала
(1) утечка система трубопроводов, место утечки должны быть изолированы, а затем заменить;
(2) окна цилиндра в бак или вакуум разгерметизации или повреждения и т.д., должны быть заменены;
(3) вакуумного недостаточно водоснабжения.
7) выпускное отверстие, чтобы взять материал, материал риска компоновщика
(1) принять выхлопной порт материала
а, зарядки чрезмерно, уменьшить скорость подачи винт;
б, винт чрезмерного износа, винт должен быть скорректированы или заменены;
(2) материал риск одного линкер
температура винта слишком высока, винт охлаждения активной зоны водную преграду;
б кормить температуру на входе, охлаждающей воды барьер;
Сильной вибрации 8) Оборудование
(1) соединен с валом двигателя и коробки передач на биение слишком большое, следует скорректированы;
(2) Двигатель подшипников чрезмерный износ или повреждение должны быть заменены подшипники;
(3) неспособность коробка передач подшипник, заменить подшипники;
(4) не выравнивание земли, рыбалка стационарный кадр;
(5) поддерживать свободный цилиндр, не может позволить себе вспомогательную роль.
9) экструдер не может быть перезапущен
(1) Кнопка аварийного останова не сбрасывается, сброс;
(2) Выключатель питания не включен, то вам следует отключить питание в открытое положение;
(3) Главный предохранитель в цепи сгорел или не прикреплен к ядру, должны быть заменены или установлены;
(4) Основная схема теплового реле отключения, он должен сбросить систему защиты, включите реле тепла.
Поиск и устранение неисправностей термопары и лечение в следующей таблице
|
неисправность
|
причина
|
средство
|
|
термопара
Чем фактического значения
Меньше (инструмент
сама таблица
Нет вина, но
Индикация низкого)
|
1. Термопара внутри электрода стока
2. Внутренняя проводка короткое распределительная коробка
3. Короткое замыкание провода компенсации
Ухудшение термопары электрод
5. неправильно расположен
6. термопары индексации инструмент несовместимы
|
1. выявления причин утечки и исключать
2. Устраните короткое замыкание ошибки
3. короткого замыкания повторно изоляции или заменить
4. Замените
5. Установите
6. Замените в соответствии термопары количество индексации
|
|
термопара
Более прочности
больший
|
1. термопары индексации таблицы несовместимы
2. Компенсация провода и термоэдс несовместимы
3. термопары установлены неправильно место
|
1. Замените
2. Замените
3. Выберите правильный монтажное положение
|
|
индикации
нестабильный
(Нет вине самого инструмента)
|
1. Коробка электрод узел и компенсации провод плохо
2. Компенсация проволочный электрод и периодически короткое замыкание или обрыв
3. Установите нестабильной
4. подвержен воздействию электромагнитных помех
|
1. Подключите и затяните
2. Определить и устранить места повреждения
3. Установите фирмы
4. Установка защитных устройств, чтобы избежать помех или
|
Общие Ошибки и метод исключения:
|
симптом
|
причина
|
Метод исключения
|
|
Машина не работает
|
Власть не нормально
|
Проверьте электропитание
|
|
Предохранитель Отключите
|
Проверьте электрическую цепь, замените предохранитель
|
|
Плохой контакт
|
заменять
|
|
Водяной насос не работает
|
Термореле
|
Проверьте состояние нагрузки двигателя
|
|
Плохой контакт
|
заменять
|
|
Предохранитель Отключите
|
Проверьте электрическую цепь, замените предохранитель
|
|
Резак не работает
|
Счетчик побег
|
Проверьте, не выход счетчика сигнал
|
|
Неблагоприятные реле задержки
|
заменять
|
|
Плохой контакт
|
заменять
|
|
Трактор не работает
|
Плохой губернатор
|
заменять
|
|
Плохой контакт
|
заменять
|
|
Вина Газовая система
|
Электромагнитная плохо клапан
|
заменять
|
|
|
Побочные Реле
|
заменять
|
|
Переключатель отключения из-под контроля
|
Отрегулируйте или замените
|
WPC-шаг специальная (патент) Оборудование
——
Монг Технология Девелопмент Ко, ООО Нанкин Кубок
WPC двойные характеристики дерева и пластика. Он имеет вид натурального дерева, распиловка, гвоздей, клея, покраску. В то же время, это борьба с вредителями, антикоррозионные, водопоглощение, легко деформируется, не трещин, хорошие механические свойства, с трудно, жесткие, прочные, износостойкие, стабильные размеры и так далее. В общем, твердость древесины и пластмассы композитов, чем необработанная древесина составляет от 2 до 8 раз, высокую стойкость к истиранию от 4 до 5 раз, даже более высокие, чем мрамор. И применение различных добавок, но и придать ему много специальных свойств, таких как материал WPC был добавлен пены экструзии пенообразователь, может уменьшить плотность продукта, улучшить ударную вязкость и ударопрочность; в статье добавлен стекла, может значительно повысить прочность изделий. Кроме того, это экологически чистый материал, многоразовые переработке, в соответствии с национальным циклом экономической политики. Дешевые и обильные сырье, которые имеют хорошее в уменьшение загрязнения окружающей среды, охраны лесных ресурсов для выгоды экономического развития, так что это зависит от внимания многих исследователей. С 1990-х годов, Северная Америка, многие страны в Европе для древесно-пластиковых композитных материалов сделали много исследований в последние годы, внутренние исследования он также увеличивается. В то время как его производство и применение также был быстрый рост древесно-пластикового потребления композитов в Северной Америке и Европе в 2002 году достиг 680 000 т; 2005 американских продуктов древесины достиг $ 2,5 млрд в стоимостном выражении. И, как ожидается, до 2010 года будет составлять 14%, а темпы роста 19%, что намного выше, чем общий показатель роста за тот же период в промышленности пластмасс.
1, тенденции развития WPC и формовочных метод
Согласно дальнейшему развитию технологии композиционных материалов исследования и приложения обработки древесины и пластмассы можно ожидать, чтобы иметь следующие основные тенденции: (1) диверсификации сырьевых материалов; (2) количество древесной муки, заполненной с ультра-высоких технологий; и (3) специализированное оборудование и технологии; (4) джентрификации товаров.
В настоящее время его промышленный способ производства литье используется являются: экструзия, литье под давлением и термоформования. Так экструзии цикл короткий, высокий КПД, простой процесс формования, это по сравнению с другими методами обработки в промышленном производстве имеет более широкое применение.
WPC экструзии может быть разделен на один шаг и многоступенчатый процесс. Один шаг WPC рецептура, экструзии удаления летучих компонентов и продуктов в устройстве или группы устройств, чтобы завершить строку. WPC является многостадийным процессом рецептуры, выхода летучих и экструзии продуктов в различных устройствах завершена, сырье может быть смешан в середине первого пеллет, а затем экструдируют в продукт.
2 Основные вопросы, которые будут рассмотрены
Ключ технология обработки WPC является обеспечить, чтобы помещение муки высокого содержания наполнителя, о том, как обеспечить высокую текучесть и проницаемость, которые могут вызвать пластиковая таять достаточно, связанный древесной муки, для достижения общих сложных механики производительность и другие аспекты деятельности, и в конечном итоге снизить стоимость производства используется для получения высокой производительности продукта. Таким образом, при экструзии процесс, необходимый для решения следующих трех аспектов:
(1) Материалы - Как улучшить взаимодействие между совместимости пластика и древесной муки;
(2) продукты формовочного оборудования и процесс формования - как для поддержания стабильного кормление, удаления летучих компонентов эффективно, улучшить древесная мука смешанную дисперсии в системе, установить соответствующую температуру экструзии и давление формования построить достаточно, чтобы обеспечить производительность продукта;
(3) дизайн формы и охлаждение формировании технологии.
Во-первых, международное древесины и пластмассы композиционные материалы машины для обработки Последние Разработка
Иностранные развитие WPC оборудование ранее, в этом отношении накоплен богатый опыт, прорыв достигается, в частности, развитие древесно-пластикового оборудования. Здесь сообщили о нескольких всемирно известных зарубежных производителей древесно-пластикового устройства прессов разработки приведены ниже:
WPC включают прямой экструзии древесных волокон и пластиковых профилей композитного материала из двух стеклянных волокон заполнено материалов. Общие композиты, древесного волокна в качестве наполнителя. Стекловолокно усиливающий агент, все еще не был добавлен к древесных волокон без WPC сообщалось стекловолокна. 2002 г. Немецкий-Ройс (Leistritz) не были раскрыты в первый раз на единицу название растений может обеспечить первый набор волокон и древесины стекловолокна, заполненный двух материалов экструзии системы. Несколько коллег-вращающимися шнеками винтовые производители экструдеров проверить их результаты обсуждаются как канадский древесного волокна и расширение экструзии стекловолокном системы. Coperion корпорация (бывший немецкий W & P) тестирует новый способ комбинации. Как долго пултрузией бамбуковые волокна композитного дерева и стекловолокна пултрузии высоко наполненный смесью.
Coperion компания запустила в США во время подготовки древесины с смеси: неприученный древесных волокон в MEGAvolume типа порта зарядки с машиной после удаления воды перед экструдером после 4-6 отопления цилиндр двухшнековый экструдер, из Добавить экструдер-боковую часть пластиковой смолы, красителя и добавок, и перемешивания материала древесного волокна в одношнековый насоса расплава в серии. Coperion компания в настоящее время использует эту технологию для разработки других натуральных волокон, заполненную при перемешивании, например, целлюлозного волокна и рисовой соломы. Кроме того, в передней части двухшнековый экструдер и сушат перед добавлением натуральных волокон пластиковых гранул. Coperion в Германии занимает противоположную порядок того, перед добавлением пластика, MEGAvolume двухшнековый экструдер, расплавленный пластик, дерево волокно, добавленный в передней части носа (л до 5 мкм). Потому что американского производства древесно-полимерных композиционных материалов, древесное волокно в качестве армирующего наполнителя вместо этого, он не считает, что древесные волокна в процессе экструзии происходит перелом. В Германии, длительный эффект древесного волокна, чтобы улучшить ударную прочность, так что добавление расположение близко к голове пластика расплава при, чтобы предотвратить поломку древесного волокна, добавляют в количестве 40-60%, в зависимости от требуемой производительности.
Экструзионная Milacron Компания считает, что то же самое двухвинтовой экструдер рецептуры не единственное устройство из пластика и древесного волокна, компания является пионером в анизотропной конические и параллельные двухшнековые экструдера прямой экструзии / рецептуру древесно-волокнистых наполненных профилей. Целлюлозное волокно-композитов Тим-berEX процесс экструзии Milarcon компании, используя свой V-Meds-L (вертикального типа исходный материал система передачи) означает постоянно предварительно смешивают сырье, остаточный отвод тепла по предварительно смешанной воды, а затем Присоединяйтесь коническую или параллельный двухшнековый экструдер. Компания Milacron пережил полтора года до смешанные хрусталя и древесных волокон. Соответственно, конический двухшнековый экструдер ствол и добавление второго вентиляционного отверстия, улучшение обезвоживание и увеличить производство. Milacron также для людей, обновляющих существующего оборудования, дополнительных вентиляционных отверстий.
Entek экструдеры компании разрабатывают длинноволокнистых и древесного волокна заполнены, высокопрочный пластиковый лист экструзионного оборудования напрямую. Технология компании сначала расплавляют пластмассу, а затем добавить древесного волокна, стекловолокно добавляют около головного офиса. В настоящее время экспериментирует с стекловолокна в сочетании размере от 0,5% до 10%, 30% древесных волокон, чтобы 7O% от древесных материалов продуктов. Eniek компания полтора года время вновь разработанные для этой цели с двухшнековый экструдер, в зависимости от размера устройства, цена до 15% дешевле.
США Фаррелл компании (Фаррел) с двойным ротором смеситель непрерывного CP обширной научно-исследовательской работы, что делает его пригодным для WPC рецептуре. Измеренная добавление 20% по весу правоохранительных неопытный древесной муки и смолы, а затем добавить добавки и усугубляет введите после расплава в нижней части той же двухшнековый экструдер, а затем отрезать стекло, приложение для цели производства прямого экструзии длительного тонкие профили высокопрочные.
На k2004, Япония CTE компания выставлены WPC (WPC) с смешанного типа HTM параллельного двухвинтовой непрерывного замеса экструдера, что усугубляет WPC предложены новые идеи, без времени предварительной сушки путем подготовки древесины WPC Порошок, также без предварительной сушки пластика, такого как ПП, ПВХ, HDPE и пс. Кроме того, рецептуры содержание муки до 70% до 75%.
Компания КТР вводит ту же параллельно экструдер также относится к подготовке автомобильной промышленности с высокой наполненной смешивания и перемешивания с огнезащитным, такие как содержанием магния 50% до 70% от провод и кабель антипирена PP PE или огнезащитных смолы марки.
Компания CTE сказал, типа HTM параллельно двухвинтовой непрерывный разминание экструдер характеризуется низким потреблением энергии, после вакуумной дегазации зон в серии с двухвинтовой смесителе и отличается от двухшнековый экструдер, температуры плавления материала, чем при нормальной двухшнековый экструдер При обработке ниже 10 ℃ ~ 20, в то время как доходность выше. Устройство преодолевает традиционных недостатков неровной устройства подачи, и может адаптироваться к различной вязкости расплава и температуры плавления требований компаундирования сырье.
Между тем, тип HTM параллельно двухшнековый экструдер, имеющий разминание эффект BANBURY тестомесы, но также имеет двухшнековый экструдер, усугубляет гибкость преимущества.
Во-вторых, сравнение производительности нескольких устройств
Развитие внутреннего дерева оборудования началась в 1999 году, в настоящее время имеет более чем 6--7 лет. В дополнение к разработке турнира Нанкин Ван дерева и специальной техники, других производителей или на пластиковой устройства разработаны для улучшения и производства древесины. В этом случае может быть достигнуто только путем корректировки производства древесины процесс рецепт и обработки, диапазон регулировки узкая, трудно, влияя таким образом на производительность продукта. Большинство двухшаговый метод, первый сухой грануляции, а затем экструдированный. Тем не менее, подвела итоги полный набор технологических программ, чтобы направлять производство. Проблемы: винт и износ канала ствола, серьезно, легко сломать, вода не может быть исключена, смешивая пластмасс бедный, бедный производительности.
И моя компания разработала с независимыми правами интеллектуальной собственности, специальной древесины стадии (патент) оборудования, чтобы преодолеть недостатки и недостатки других устройств, это дерево и специальное оборудование в истинном смысле.
1, один экструдер
Одноместный экструдера может завершить доставку задачей и пластиковых материалов. Тем не менее, роль одношнековом доставки экструдера в основном за счет трения, потому что древесной муки пушистый структуры, легко экструдер шнековый питатель, более длительное время пребывания в бочке, и древесная мука термопласткомпозитов вязкость расплава увеличивается, что увеличивает трудности экструзии и бедных выхлопных его последствия; а также его смешивания пластмасс не сильно. Таким образом, один экструдер по WPC экструзии больших ограничений, использование одного винта шнека экструдера должна быть разработана специально винт должен иметь сильную транспортировки и смешивания пластмасс возможности, Часто материал для смешивания перед экструзионной грануляции.
2, конический двухшнековый экструдер
И "усугубляется" аппарат, чем, отличается от конической двухшнековый экструдер называется низкая скорость, с низким энергопотреблением "профили" аппарат. Кормление раздел диаметр конической винта больше, материал можно непрерывно сжимается. Вы можете сократить материал в машину баррель время пребывания, а диаметр сечения замера небольшой, стрижки расплавленного материала, который для целей тепловой обработки чувствительной WPC является большим преимуществом.
И вообще конической близнец соотношение винт машины, чтобы соответствовать требованиям термической обработки смолы, есть много новых особенностей и требований, чтобы быть в состоянии приспособиться диапазон обработки винт, меньше резки древесного волокна, смолы мало еще можно сделать древесные волокна равномерно рассеяны и материал полностью растаял. Потому древесной муки, растительного волокна пропорции малых, наполненный объемом зоны большой, кормления, чем у обычных моделей японского долго. Если древесной муки, растительного волокна добавляют в количестве расплавленного жесткости смолы, стойкость к высоким требованиям противодавления коробкой передач, винт толкает сильным, используя сжатие и расплавление быстро, короткий участок дозирующего шнека, чтобы обеспечить волокна жительства древесины времени мало, чтобы предотвратить его разрыв и снижение производительности. Но из-за его винтом структурно интеграла, трудно удовлетворить потребности различных процесса рецепту, и эффект смешивания экструдер хуже, чем параллельный двухшнековый, легко износа, но и гранулированный.
3, отличается от параллельного двухшнекового экструдера
Изо могут быть обработаны непосредственно к параллельному двухшнековый экструдер муки или растительных волокон. Так, будет завершена и сухой перед древесная мука расплавленный полимер плавится отдельно. Вы также можете использовать другой параллельный двухшнековый экструдер, его передняя обезвоживания, для удаления летучих компонентов, древесная мука ингредиент добавляется в экструдер рта, обезвоживание, летучих веществ, а затем добавить пластиковых смол, добавки через боковой подачи, пластифицированный экструзии. Таким образом, относительно длинный формат изображения шнека экструдера (L / D) до 44 до 48, в которых две трети используется в дополнение к воде и удаления летучих компонентов. Это позволяет этап обработки расплава более низкую температуру плавления, чтобы избежать риска спекания расплава. Но также способствовать тому, чтобы в следующий опилки смешивают однородность и контролировать долю древесины / пластмассы. Тем не менее, содержание влаги в древесной муки имеет определенные требования, устройство легко носить. Dawia-Стандарт компания произвела отличается от двухвинтовой экструдер L / D 28: 1, с сборки давление высокой емкости головы, как дерево и функции обработки пластиковых экструзии.
4, дерево шаг специальная (патент) оборудование
Как мы все знаем, в том же направлении, параллельном двухвинтовой грануляции оборудование пластик, он имеет хорошее перемешивание, хорошую дисперсию, обезвоживание, осушение выстроились размахивая хорошее преимущество, в то время как с помощью одного винта функцию давления сборки. Дайте полный простор преимущества параллельной двойной винта и одного винта. Это специальное оборудование, не сохнет, не гранулирование, значительная экономия энергии, высокая доза. При добавлении стекловолокно, повышения прочности продукта (как описано ранее, также широко используется за рубежом).
Я разработал специальную древесно-шаг (патент) оборудования, является национальная инициатива, международное сообщество имеет лидирующие позиции. Было получено два национальных патентов, ожидающие два.
В-третьих, игра процветает компания, специализирующаяся древесины шаг (патент) разработки оборудования
1, концепция одностадийного устройства
Наша компания в зависимости от ситуации WPC, после долгих лет кропотливых исследований, тщательно разработанной и изготовленной специального один шаг производство древесины пластик (патент) оборудования, является национальная инициатива, она также ведет международную производственную линию. Эксперты считают, что: WPC-шаг специальная (патент) оборудование пластиковые изделия в основном для решения: "укрепление лечение Сочетание дерева двухфазный интерфейс; умное использование множественной композитного теории и специальной смешивания, экструзии технологии нагнетателя; таким образом, что древесные волокна и полимеры действительно стать один однородные пластмассы решить материал WPC из-за высокой влажности влияют на проблемы производительности и ползучести усадки большие. так, что содержание выше, древесного волокна (60 -85%); предел прочности на растяжение, прочность на изгиб, ударной прочности значительно выше, чем аналогичные продукты других средств, открытый производительности превосходит натурального дерева ". Наша один шаг дерево исключительной (подана заявка на патент) разработала оборудование, чтобы сделать технологии WPC, чтобы созреть, более стабильную производительность продукта, более хорошее качество, формирование большой рынок для большого развития WPC промышленности заложили прочную основу, обеспечивая расширенный и надежное оборудование.
2, оборудование Преимущества
Оборудование преимущества: высокое качество, высокая эффективность, высокая производительность наполнения, низкое потребление энергии, долгих лет жизни, широкий спектр применения.
Высокое качество: количество национальных патентов; рационального проектирования, тонкой работы, сложных материалов, прочных.
Высокая эффективность: смесительные пластмасс хорошо, хорошая скорость экструзии ликвидности, высокая эффективность.
Ко Тим зарядки: смесительные пластмасс хорошие, хорошее рассеивание, высокая добавленная (количество 70% растительных волокон).
Потребляемая мощность: не сушки, гранулирования нет, значительная экономия энергии (40% экономии энергии по сравнению с их оборудованием)
Длительный срок службы: ствол и винтовой элемент со специальными материалами и длительный срок службы (15000 часов).
Применить широкий диапазон: может быть использован для получения ПП, ПЭ, ПВХ, ABS, PS и различные растительные волокна. Для того чтобы увеличить прочность продукта, могут быть добавлены стекловолокна.
3 ,, серии
1), древесно-полимерный композит продукты один шаг производство линия плиты;
Для: автомобильных деталей интерьера, декоративные тарелки, рекламных объединительных плат (рисунок 1).
2), древесно-полимерный композит продукты один шаг производство слябов линии;
Для: здания шаблонов, контейнера полом, весь дверей панели, мебель, тарелки и т.д. (рис 2).
3) один шаг профиля WPC продукты производственной линии;
Для: пейзаж продуктов, лотки, коробки, разделяющих пластин, рельсы, двери и оконных блоков и т.д. (рис 3).
4), один шаг декоративные древесины и пластмассы композитный продукты из дерева производственной линии;
Для; разнообразие декоративных материалов, напольных покрытий, плинтуса и т.д. (рис 4);
5), древесно-полимерный композит труб серии производственная линия один шаг продукция;
Для: вместо бумажных трубок, труб и других античных зданий (Рисунок 5).
6) серии Соединение древесины гранулирование оборудования;
ПП Соединение грануляции оборудование; ПЭ Соединение грануляции оборудование.
4, использование продукта
Продукты были проданы по всей стране в стране более десятка клиентов. И экспортируется в Юго-Восточной Азии и регионах: Сингапур, Таиланд и Тайвань.
5, создание системы звука формулы
1), полимер выбора
Для древесины и пластмассы композитов обработка пластмасс может быть термореактивных пластмасс и термопластов. Термореактопласты, такие как эпоксидная смола. Термопласты такие как полиэтилен (ПЭ), полипропилен (ПП) и полиоксиэтилен (ПВХ). Тем не менее, из-за плохой термической стабильности древесного волокна только температура обработки термопластичных пластиков ниже 200 ℃ было только широко используется, особенно полиэтилена. Выберите пластиковых полимеров, главным образом, на основе: врожденные свойства полимера, потребности продукта, доступности сырья, стоимости и степени их искусства. Такие, как: ПП, в основном, используется в автомобильной продукции и бытовой химии, и другой жизни; полиэтилен используется в основном для наружного использования ландшафтных; ПВХ в основном используется в строительстве окон и дверей, постельные принадлежности настольные. Кроме того, скорость потока расплава пластиковые (MFI) композитных свойств материала и имеют определенное влияние в то же условий обработки, более высокую смолу MFI, древесная мука смачиваемость лучше общее распределение также более равномерное древесная мука, Проникновение и распространение муки влияет на механические свойства композиционных материалов, особенно ударную вязкость. По статистике, в настоящее время на рынке по-прежнему доминируют PE древесно-пластиковых композитных материалов, на которые приходится 65%. ПВХ древесины и пластмассы композиционные материалы приходится около 16%, PP древесины и пластмассы композиционные материалы приходится около 14%.
2) Выбор добавок
Поскольку древесная мука имеет сильное поглощение воды, и очень полярная, в то время как большинство неполярной термопластика, гидрофобные, так бедны совместимость между ними, то сила связи на границе раздела мала, часто требуют использования подходящих добавок для модификации поверхности полимеров и древесной муки, древесной муки и смолы, чтобы улучшить взаимодействие между сродством и емкостью. Кроме того, высокое содержание древесной муки заполнена расплавленным дисперсии термопластичных пластмасс плохое, часто в присутствии той или иной форме агрегатного состояния, так что поток расплава плохое, трудности переработки экструзии, должны быть добавлены к агенту для обработки поверхности, чтобы улучшить ликвидность в целях содействия экструзии. Между тем, пластиковый субстрат также необходимо добавить различные добавки, чтобы улучшить производительность его производительность обработки и готовой продукции, улучшить силу адгезии и механических свойств композиционного древесной муки и полимера.
3) связующее вещество
Соединительная интерфейс позволяет производить сильную связь между пластика и древесной муки поверхности; водопоглощения при одновременном снижении муку, древесную муку и пластик, чтобы улучшить совместимость и дисперсии, так что механические свойства композитов значительно увеличилось. Обычно используемые сшивающие агенты являются: изоцианаты, пероксид кумола, алюминиевые эфиры, сложные эфиры фталевой кислоты, силановый связующий агент, модифицированного малеиновым ангидридом полипропилена (MAN-г ПП), этилен - акрилат (EAA). 1 мас% ~ 8 мас% количество муки дополнение обычно добавляют в количестве связующего агента, такого как агентов сочетания могут улучшения адгезии пластика и древесной муки, древесная мука улучшенную диспергируемость, снижение абсорбции воды, а также с щелочным лечение древесная мука может только улучшить диспергируемость древесной муки, древесная мука не улучшает ее водопоглощающей пластиковый адгезию. Следует отметить, что малеат муфты и отталкивание стеарат смазки будет реагировать, когда используются вместе в результате чего качество продукта и выход.
4) Смазка
WPC часто необходимо добавить смазочный материал для улучшения потока и качества поверхности изделий экструзией из расплава, смазка используется разделен на внутренней и внешней смазки смазки. Внутренний отбор смазки и матричной смолы, используемой в соответствующее, он должен иметь хорошую совместимость со смолой при высоких температурах, и есть пластификатор эффект, уменьшить энергии когезии внутри молекул смолы, ослабление взаимной межмолекулярных трения, с тем чтобы уменьшить вязкость расплава смолы, цель улучшения расплава текучесть. Внешний смазки в процессе формования пластмассы на самом деле играл граничную смазку между смолой и древесной муки роли, его основной функцией является для облегчения скольжения частиц смолы. Смазка обычно склонны обоих внутренних и внешних двух видов смазочных свойств. Смазка для пресс-форм, баррель, винтовые жизнь, экструдер производственные мощности, производство процесс потребления энергии, низкие ударные свойства Температура поверхности готового продукта и профили имеют определенное влияние.
Обычно используемые смазочные материалы: стеарат цинка, этилен-бис-амид кислоты жирные, полиэстер воск, стеарат, стеарат свинца, полиэтиленовый воск, парафиновый воск, полиэтиленовый воск окисленный и тому подобное. Американская компания представила Struktol ряд новых смазочных материалов, а также для ПВХ древесной муки композиты TPW-012, для полиолефинов древесной муки композиты TPW-101, с традиционным стеарат цинка / этилен-бис жирной кислоты Смазочные материалы могут повысить производительность по сравнению с 20 ~ 25%, TPW-113 смазка содержит связующий агент может значительно повысить производительность обработки; Optipak300 компании Honeywell как двойной смазку производительности и связующий агент для ПЭ, ПП дерево Пластиковые композиты не только увеличить производство, но и для улучшения производительности.
5), пластификатор
В течение некоторого высокой температурой стеклования и вязкости потока расплава смолы, такие как твердость ПВХ, с трудностями композитный обработки древесной муки, часто необходимо добавить пластификатор для улучшения его рабочих характеристик. Пластификатор молекулярная структура содержит неполярные и неполярные два гена, сдвига при высоких температурах, он может войти в полимерные цепи от генетической полярности притягиваются друг к другу с образованием однородной и стабильной системы, но это уже полярные молекулы, вставленные ослаблена взаимного притяжения молекулы полимера, так что обработка может быть облегчено. Часто в WPC, чтобы присоединиться пластификаторы: дибутилфталат (ДОС) и тому подобное. В ПВХ композитного древесной муки, добавляя пластификатор DOP может снизить температуру обработки, разложение древесной муки и дымящей сокращения, улучшение с увеличением содержания пластификатора ДОФ, предел прочности при растяжении и относительное удлинение при разрыве уменьшилось увеличить.
За годы экспериментов, под руководством экспертов, мы создали ПП, ПЭ, ПВХ, ABS, PS системы формулировка. Разнообразие растительных волокон много экспериментов, так долго, как вы нуждаетесь в нас, я могу предоставить все виды пластиковых и растительных волокон рецептов. Разве растительных волокон являются: древесная мука, бамбук порошок, рисовые отруби, арахис снарядов, стебли кукурузы, солома пшеницы, рисовая солома, стебли хлопчатника, пальмовое мука, сахарная пудра, молоко коробка, грецкий орех порошок, блокируя топлива. Для того чтобы увеличить прочность продукта, могут быть добавлены стекловолокна.
6, умирают экструзионной головки и системы охлаждения формования
Нос связан с важных частей экструдированного качества продукции, в связи с большим количеством WPC сложения особенностью экструдированного материала и древесной муки неликвидных и трудной для охлаждения, обычный формы и шейпинга был не в состоянии удовлетворить потребностей Это делает голову дизайна в дополнение к обеспечению плавного перехода внешняя потока дизайн канала с разумного распределения потока, но и от способности носа, чтобы построить давление и точность контроля температуры важное соображение. Ликвидности WPC плохое, форма должна попытаться не использовать перегородок блоков и других структур, но при изменении проточный канал должен быть использован, чтобы регулировать размер каждого потока пути потока разрезе; в форме достаточной прочности, свести к минимуму количество стентов ребер и размер, и использование большого коэффициента сжатия, для того, чтобы обеспечить большее давление экструзии, с тем чтобы облегчить формование. На основании температурной чувствительностью WPC, форма должна принять больший размер структуры, чтобы увеличить теплоемкость, так что весь температурная стабильность головка может быть усилена, а направление экструзии измерение что меньше, чтобы сократить материал в наконечнике Время пребывания; и рациональное расположение наконечника отопления и охлаждения устройства, что делает его нагрев и охлаждение скорость, высокая точность. Британский дизайн текучий кристалл, без использования перфорированной пластины, может также охлаждение внутренней поверхности полого профиля, пониженное давление расплава и повышенного выхода.
В то же время, степень ориентации волокон в композитах древесины и пластмассы иметь большее влияние на производительность продукта, разумной структурой канала дизайн потока, для того, чтобы получить подходящую ориентацию волокон в соответствии с требованиями к производительности статье.
Кроме того, WPC в то же требований к прочности, толщина пластика, чем чистый большой, и это в основном профили, сложную структуру, что делает его более трудным для охлаждения, как правило, с водяным охлаждением, так и для большого сечения или структуры комплекса больше продуктов требует использования специальных устройств охлаждения и методы охлаждения. Conair в Питтсбурге, штат Пенсильвания компания для проектирования древесного волокна композитного материала и производства высокопрочной бака охлаждения спрей, испарения и охлаждения комбинации, более высокая эффективность охлаждения может быть эффективно охлаждают в течение большого, тяжелого производства секций.
В последние годы множество плесени изучались эксперименты. Дерево-пластиковые конструкции и производство прессформ подытожил теории и точки, в соответствии с требованиями пользователя, дизайном и производством различных форм. Охлаждение полого профиля, а также из воздушным охлаждением, развитие водоохлаждаемый кристаллизатор и с подогревом.
7, я полностью решить производства древесины процесс основных вопросов
1) проблемы кормления
Так как большинство древесных волокон был добавлен к порошку и древесной муки пушистый структура легко подача шнека экструдера, при этом между пластмассовой матрицы и наполнителя заполнения не образует идеальную смесь и равномерно добавлен в экструдер , поэтому процесс кормления будет часто появляются "Преодоление" и явление "Полюс". Особенно, когда древесная мука содержит больше влаги, это явление еще более выраженным. Кормление нестабильность не только прямым результатом низкой урожайности экструзии, но и делает из колебания, в результате чего качество экструзии. И потому, что прерывания подачи материала в станок баррель время пребывания причиной обесцвечивания обугленные материала, влияют на присущие качества и внешний вид продукции. Так методы кормления должны быть строго контролируется и количество обработки.
Моя компания после нескольких лет исследований, экспериментов, разработка специализированного устройства подачи замер. Недавно мы успешно разработали, дозатор в одиночку, и была применена к производству из них, метод измерения является точным, проста в использовании.
2) проблема выхлопных осушение
Поскольку мука содержит большое количество мелких летучих молекул и водой, и они легко довести дефектной продукции, и они не могут быть полностью удалены перед обработкой их. Так WPC экструдер дизайн выхлопной системы, чем обычный пластиковый экструдера уделять больше внимания в значительной степени, исчерпывает лучше, тем лучше качество экструдированного продукта, если это необходимо, может быть многоступенчатый вытяжной.
Наша специальное оборудование, в полной мере воспользоваться параллельной двухвинтовой выхлопных осушения хорошее преимущество, разработан ряд отверстий, полностью решить дерева Производственный процесс осушения проблемы выхлопных. Кроме того, вода не превышает 10% древесной муки могут быть использованы, они не высыхают.
3), хорошее перемешивание пластификации эффект
Параллельно двухвинтовой грануляции оборудование, инженерные пластики, и его большим преимуществом является хорошее перемешивание пластмассы. Установка WPC является необходимость для смешивания пластмасс хороший, особенно подходит производства и переработки древесины. Из-за перемешивания пластмасс, высокая мука добавляется (до 70%).
Не 4), не грануляции шаг
Из-за хорошего эффекта осушения выхлопной, хорошие пластмасс смешивания гранул шаг может быть удален, и другое оборудование, чем энергосберегающие 40%, в то время как снижение пластиковую старение. Другие устройства просто так гранулированный Во-первых, решить проблему пластмасс, во-вторых, решить проблему осушения.
5), с использованием широкого спектра
Процесс экструзии WPC, структура винт качества продукции имеет большое влияние. Разумная структура, чтобы уменьшить трение винт винт и древесные волокна правильно вырезать и дисперсионные эффект смешивания, чтобы избежать неблагоприятных волокна рассеяны или сломанные волокна. Использование модульной винт винт по сравнению с обычной мукой, чтобы избежать агрегации, улучшить дисперсионные явления смешивания. Видимый использование специальных специального винта необходимо.
Наш выбор резьбовых элементов и баррель специально разработан с специального материала. С этого же направлении, параллельном двухшнековом, как строительного блока в соответствии с при обработке материалов и растительных волокон, дополнительным комбинации, чтобы удовлетворить требования к обработке. Одновременная обработка ПП, ПЭ, АБС, ПС, ПВХ, и различных растительных волокон, с использованием широкого диапазона. Для того чтобы увеличить прочность продукта, могут быть добавлены стекловолокна.
8, параметры процесса устройству
1), температура и давление экструдера
Процесс экструзии WPC, температура экструдера и регулирования давления является очень важным. Если температура экструзии слишком большое, легко разлагаемые материалы, карбонизации древесины, в то время как высокая температура вязкость расплава низкая, недостаточное давление экструзии, шероховатость поверхности, вызванные продуктов, сила удара плохой качество экструзии. Температура слишком низкая, так что пластификации плохо, сила не может быть полностью завернутые в муку, а также сделать продукцию пострадавшим. Между тем, температура расплава перелом чувствительные коллегами плесени, высокой и низкой температуры кристалла приведет расплава перелом. Соответствующие снизить температуру увеличением головки экструдера под давлением, уменьшение скорости шнека, может эффективно повысить производительность древесно-пластикового композита системы экструзии. Фактическая температура каждого процесса задаются следующим образом: Бочка Обычно 120-180 ℃; болторезного сегмент: 160 ~ 180 ℃. Температура каждого этапа должны быть как можно более стабильным, а общее время пребывания составляет менее 15 минут. Глава давление в 5-18MPa. Температура процесса моей компании, чем другим оборудованием низкого 15-25 ℃.
2) винт скорости
Транспортируется из твердой теоретической формулой и вязкой жидкости уравнения теории переноса, мы можем увидеть скорость и производительность, пропорциональный. Таким образом, повышение скорости может быть эффективно увеличена производительность, но WPC процесса экструзии возрастает винт ограничения скорости много. Например, древесная мука композиционные материалы для ПВХ, ПВХ и древесины термочувствительный, превышение скорости винта может привести к деградации материала и вставки. В то же время, скорость шнека также влияет на время пребывания и давление экструзии материалов. Только при предпосылке встречи температуру материала экструзии, прочность на сдвиг, смешивая качество и экструдера ограничение мощности для того, чтобы максимизировать скорость, чтобы улучшить производительность.
Наша специальная конструкция и развитие древесно-пластикового один шаг (патент) оборудования, из принципа проектирования, реализации крупных производства на низких оборотах.
9, скорость экструзии
Моя компания после нескольких лет исследований для нашей компании и хорошее перемешивание пластика и специальной техники, разработан и создан один шаг особое формы, скорость экструзии значительно улучшилось. 30-50% выше, чем у других устройств.
10. Заключение
Процесс экструзии WPC является более сложным процессом, является инженерных систем. Высокое содержание наполнителя древесной муки добавила в экструдер, трудности обработки экструзии: с одной стороны, совместимость интерфейса ликвидности и расплавить пластиковый разницу материала подложки между древесной муки, что делает обработку WPC нужно добавить еще сшивающих агентов и смазок, в то же время улучшить практическое применение определенных требований к производительности для продуктов, так что обработка WPC также добавлены другие соответствующие помощи, а с другой стороны, структура дерева пушистой и часто содержат большое количество воды, комбикормовая и материальные трудности дисперсионные и легко разлагаемые материалы, которые устанавливают условия для температуры экструзии и винтовые скорость и другие параметры, и канал экструдера, выхлоп, конструкция винта и формы структуры и выдвинул ряд конкретных требований. Таким образом, обработка WPC, чтобы получить хороший продукт должен быть выбран пластиковую смолу и различные добавки, правильно установить параметры и использовать надлежащее специализированное оборудование для обработки древесины.
WPC высокая производительность, быстрое развитие, дерева и пластмасс хорошие альтернативы, это согласуется с национальными круглых политики экономики; соблюдение экологических норм; решить проблемы сельских; защиты лесной среды. Потенциал рынка огромен, с Эксперты прогнозируют, что значение масштаба к 2010 году до 80 млрд выходной. Это требует от нас в промышленном производстве, постоянно улучшать и совершенствовать, чтобы достичь (1) диверсификации сырьевых материалов; (2) количество древесной муки, заполненной с ультра-высоких технологий, и (3) специализированного оборудования и технологий; (4) джентрификации продукта. Это нужно деревообрабатывающая промышленность будет решена, но должны быть решены. Я компания на протяжении многих лет сделано много работы в этой области, таких как сырье: PP, PE, PVC, ABS, PS, и все виды растительного волокнистого древесной муки, бамбука порошок, рисовых отрубей, арахиса оболочек, стеблями хлопчатника, сахарной пудрой, пшеничной соломы, рисовая солома, кукуруза Стовер и так сделал много экспериментов, создание системы из нескольких рецептов, материал диверсификации действительно сырой. Объем заполнения до 70-80%. Наша компания специализируется на производителей деревообрабатывающего оборудования, оборудования для получения четыре патента и специального оборудования; технологическое оборудование добилась специализации. Потому смешивания пластмасс, хорошую производительность продукта, продукты достигли элитного жилья.
WPC промышленность опытных взлеты и падения, Есть успешный опыт, но и неудачи. Будущее еще много работы нужно сделать, давайте возьмемся за руки вместе, обмена и общего прогресса и развития. Выкл для лесной промышленности, чтобы сделать свой вклад.




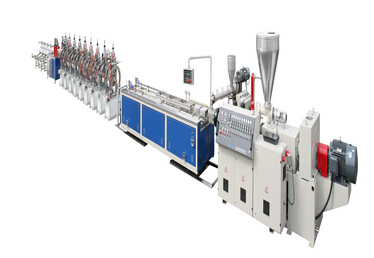
 苏公网安备32011202000012号
苏公网安备32011202000012号